JAKOŚĆ
Jakość

W zagadnieniach związanych z jakością firma Schrag nie zna kompromisów. W naszych zakładach stosujemy jedynie najlepszej jakości materiały pochodzące od wybranych i sprawdzonych dostawców.
Naszym Klientom dostarczamy to co najlepsze. Aby tego dokonać, bezkompromisowo stawiamy na jakość. We wszystkich zakładach Schrag w Europie używamy najnowocześniejszych obrabiarek sterowanych numerycznie.
Rodzaje stali
W produkcji elementów giętych na zimno z blachy stalowej używa się następujących gatunków stali: DX51D + Z 275 MA-C, S350GD, S390GD, S450GD wg. PN-EN 10346: 2015, S235JR wg. normy PN-EN 10025-1,-2:2007, S355MC wg. normy PN-EN 10149-1,-2:2014, DD11 wg. normy PN-EN 10111:2009.
Dokładność wymiarowa wytwarzanych kształtowników w grubości od 0,50 mm do 3,00 mm – wg. norm: PN-EN 1090-4: 2018, PN-EN 1090-2: 2018 „Kształtowniki stalowe wykonane na zimno. Warunki techniczne dostawy. Tolerancje wymiarów i przekroju poprzecznego.”
Dokładność wymiarowa wytwarzanych kształtowników w grubości 4,00 mm – wg indywidualnych ustaleń.
Ponadto produkujemy również kształtowniki z blachy aluminiowej, nierdzewnej, kwasoodpornej.
Powłoki ochronne
Powłoki metaliczne
W celu ochrony korozyjnej blach stalowych walcowanych na zimno, metalowe powłoki nanoszone są po obu stronach metodą cynkowania ogniowego w sposób ciągły. Wybór odpowiedniego systemu ochrony korozyjnej musi zostać dopasowany do wymogów technicznych. W szczególności zalecamy uwzględnić zapisy norm DIN 55928 –8[3], DIN 18807 -1, PN-EN ISO 12944 -1, -2, [1], [2], PN-EN 10169 -1, -2, -3 [8], [9], [10], oraz wytyczne techniczne.
W budownictwie sprawdziły się następujące powłoki metalowe:
Cynk (Z 275)
- Powłoka składa się z warstwy cynku o zawartości przynajmniej 99% wagowo cynku. Przy obustronnym nałożeniu cynku 275 g/m² odpowiada to grubości warstwy 20μm na stronę
- Ochrona korozyjna K I (obustronna)*
- Właściwości powłoki cynkowej: korzystniejsza odporność na działanie korozji i możliwość odkształcania, dłuższy okres ochrony korozyjnej, w warunkach środowisk wilgotnych bez cyrkulacji powietrza możliwe powstawanie białej rdzy
Cynk-Aluminium (ZA 255), Galfan®
- Powłoka jest stopem składającą się z cynku wraz z dodatkiem 5% aluminium i 0,05% innych metali
- Ochrona korozyjna K I (obustronna)*
- Właściwości powłoki: szczególnie dobrze przylega do warstw organicznych, aluminium zwiększa pasywne działanie ochronne
Aluminium-Cynk (AZ 185), Alucynk, Galvalume®
- Powłoka jest stopem składającą się z 55% aluminium, 43,3% cynku i 1,6% krzemu. Przy nałożeniu 185 g/m² odpowiada to 25 μm na stronę
- Ochrona korozyjna K III (obustronna) przy nałożeniu 185 g/m²*
- Właściwości powłoki: doskonała odporność na korozję w szczególności w kwaśnej atmosferze, wysoka odporność na zarysowania, dobra wytrzymałość na ciepło i doskonała zdolność odbijania ciepła
Powłoki organiczne
Bezsprzecznie w celu poprawienia odporności na korozję blachy ocynkowanej, istnieje dodatkowa możliwość nałożenia powłoki organicznej, mówi się wtedy o tzw. systemach duplex. Oprócz tego powłoka organiczna na elementach budowlanych i kształtownikach spełnienia funkcję estetyczną. Z reguły powłoka nanoszona jest w procesie ciągłym na metaliczny nośnik (coil coating). W stosowanych rodzajach powłok organicznych chodzi o płynne nanoszony walcami duroplastów, termoplastów oraz polifluorowinylidenu (PVDF), które w końcowym etapie procesu zostają wypalane w piecu. Obok wspomnianych powłok mokrych występują również powłoki foliowe. W takim przypadku folia barwna (np. PVC lub PVF) nakładana jest na blachę stalową.
Wybór odpowiedniego systemu powlekania bezsprzecznie zależy od norm ochrony korozyjnej, możliwości odkształcania, wytrzymałości na temperatury, wymaganego koloru i stopnia połysku oraz twardości powierzchni, itp. Aby sprostać życzeniom odnośnie kolorystyki, oprócz możliwości zastosowania materiału powlekanego nanoszonego w sposób ciągły, elementy konstrukcyjne, po wyprodukowaniu mogą być malowane proszkowo lub w technologii na mokro.
W zastosowaniach zewnętrznych stosowane są następujące materiały:
Poliester (SP), 25 μm / lakier strony dolnej
- Grubość powłoki wynosi około 25 μm (możliwe również po obu stronach 25 μm)
- Ochrona korozyjna, strona górna K III, strona dolna K II
- Właściwości: powłoka korzystna cenowo z zadowalającą odpornością na warunki atmosferyczne i ścieranie, dobra zdolność odkształcania, odporność na temperaturę do max. 80°C
Poliester DU/DU (SP), 10 μm lakier strony dolnej
- Grubość warstwy tej cienkiej powłoki wynosi ok. 10 μm
- Ochrona korozyjna, strona górna K II, strona dolna K II
- Właściwości: zmniejszona odporność w stosunku do powłoki poliestru 25 μm
Poliuretan (PUR), 25 μm / lakier strony dolnej
- Powłoka o grubości ok. 25 μm
- Ochrona korozyjna, strona górna K III, strona dolna K II
- Właściwości: podobnie jak poliester (SP), bardzo dobra zdolność do odkształcania, dostateczna odporność na ścieranie
Polichlorek winylu – Folia, PCV (F), 100-200 μm / lakier strony dolnej
- Grubość tego systemu foliowego wynosi w zależności od zapotrzebowania pomiędzy 100-200 μm
- Ochrona korozyjna, strona górna K III, strona dolna K II
- Właściwości: podobne jak plastizol PCV
Polifluorowinyliden (PVDF), 25 μm / lakier strony dolnej
- Grubość powłoki wynosi 25 μm
- Ochrona korozyjna, strona górna K III, strona dolna K II
- Właściwości: dobra i bardzo dobra zdolność do odkształcania, odporność na działanie promieni UV, odporność chemiczna, dobra odporność na ścieranie oraz wysoka twardość powierzchni, najwyższy stopień jakości wśród powłok 25 μm nanoszony metodą ciągłą, wysoka obciążalność termiczna do +110°C.
Polichlorek winylu, Plastizol, PVC (p), 100-200 μm / lakier strony dolnej
- Grubość tej płynnej powłoki wynosi w zależności od zapotrzebowania pomiędzy 100-200 μm
- Ochrona korozyjna, strona górna K III, strona dolna K II
- Właściwości: dobra zdolność do odkształcania, odporność na warunki atmosferyczne jest silnie uzależniona od promieniowania UV, należy unikać ekspozycji w temperaturach powyżej 60°C
Polifluorek winylu – Folia, PVF (F), 100-200 μm / lakier strony dolnej
- Grubość tego systemu foliowego wynosi ok. 40 μm
- Ochrona korozyjna, strona górna K III, strona tylna K II
- Właściwości: porównywalne z powłoką PVDF. Tego typu folie oferowane są jedynie w wykonaniu z małym połyskiem oraz w ograniczonym wyborze kolorów. Oprócz tego możemy zaproponować dostarczenie kształtowników powlekanych natryskowo PVC (30-80 μm) lub malowanych proszkowo poliestrem (60 μm), w kolorach specjalnych lub dla ilościowo niewielkich partii.
Korozja i ochrona przed korozją
Blacha stalowa, dzięki powłoce metalicznej, chroniona jest podwójnie:
- pasywnie, przez działanie zaporowe, poprzez gęsto przylegającą warstwę kryjącą
- aktywnie, przez ochronę katodową stali pokrytej cynkiem, w przypadku uszkodzenia powłoki oraz na odciętych krawędziach.
Pasywne działanie ochronne zwiększane jest przez zawartość aluminium w stopach. Przy dodatkowym organicznym powlekaniu ciągłym dochodzi do działania zaporowego, ponieważ warstwa polimerowa jest nieprzepuszczalna dla jonów. próbach na otwartym powietrzu z blachą ocynkowaną ogniowo ustalono następujące wartości samoistnego ubytku powłoki cynkowej:
| Środowisko | Roczny ubytek w μm |
| Powietrze wiejskie | 1,0 do 3,4 |
| Powietrze morskie | 2,4 do 15,0 |
| Powietrze miejskie | 1,0 do 6,0 |
| Powietrze przemysłowe | 3,8 do 19,0 |
Ochrona katodowa
Właściwość cynku, określana jako „ochrona katodowa” polega na negatywnym, w porównaniu do żelaza (stali) przyporządkowaniu cynku w tak zwanym elektrochemicznym szeregu napięciowym.
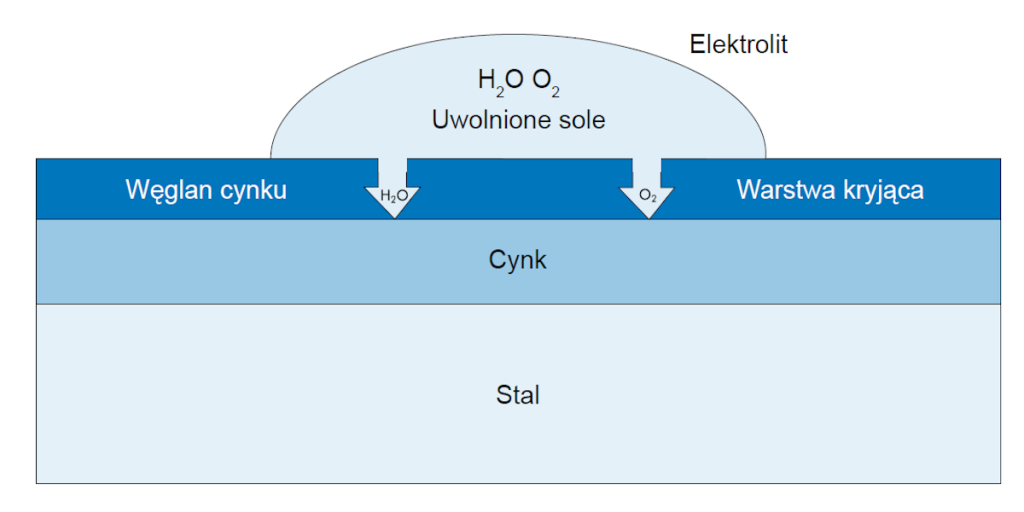
Działanie zaporowe poprzez gęsto przylegającą warstwę kryjącą
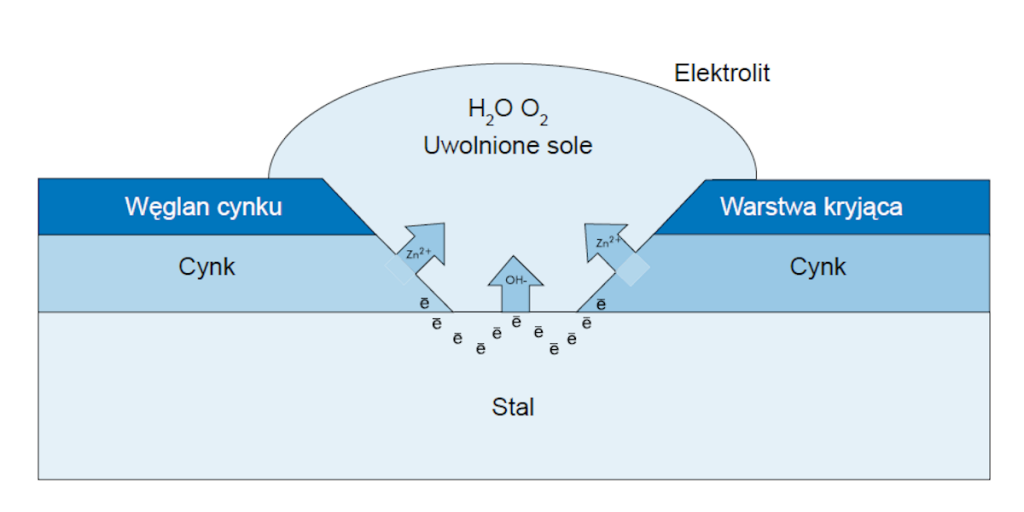
Ochrona katodowa stali
Katodowe działanie ochronne ma miejsce tylko wtedy, gdy dwa metale cynk i stal połączone są ze sobą poprzez elektrolit (kondensat, deszcz, itp.), a przewodząc prąd elektryczny tworzą ogniwo elektrolityczne. Na odciętych krawędziach oraz w przypadku uszkodzenia powłoki cynkowej, rdzeń stalowy zostaje odsłonięty. Dochodząca do tego wilgoć działa jak elektrolit, powstaje ogniwo galwaniczne, w wyniku czego pomiędzy metalami występuje różnica napięć. Cynk jako metal mniej szlachetny wchodzi do roztworu jako „anoda”, tzn. zachodzi wędrówka elektronów od cynku do stali. W wyniku tego procesu odsłonięta powierzchnia stali pokrywana jest atomami cynku i chroniona jest przed korozją. Zjawisko to pokazano na zdjęciu powyżej.
Długoletnie doświadczenie w zastosowaniu jako elementy dachowe i ścienne (grubości blach 0,55-1,25 mm) pokazało, że korozja na powierzchniach odcięcia jest nieznaczna. Z doświadczeń specjalistów przetwarzających blachę wynika, że możliwe jest wystąpienie czerwono – brązowego zabarwienia powierzchni odciętych, w szczególności przy grubości blachy powyżej 1,25 mm, przy czym funkcjonalność takich elementów pozostaje nienaruszona i nie może być traktowane jako wada. Przy wyborze optymalnego systemu ochrony korozyjnej decydujące znaczenie ma długość jej trwania. Okres odporności korozyjnej zdefiniowany jest w DIN 55928, część 8. Jest to okres czasu, w trakcie którego system zabezpieczenia przed korozją spełnia swoją funkcję ochronną. Z reguły przyjmuje się, że okres ochronny zostaje przekroczony, jeśli więcej niż 5% powierzchni blachy wykazuje cechy wskazujące na rozpad materiału podstawowego. Do takich cech należy zaliczyć występowanie białej rdzy, zanikanie powłoki na powierzchniach odciętych, uszkodzenia i występowanie rys wraz z oderwaniem powłoki. Zjawiska takie można traktować jako zaawansowaną korozję połączoną z redukcją materiału podstawowego, gdzie może dojść do niebezpieczeństwa wystąpienia przerdzewienia. By uniknąć utraty materiału podstawowego konieczna jest konserwacja. Zjawiska takie jak utrata połysku, kredowanie, zmiana odcieni kolorów wskazują wprawdzie na rozpoczynający się rozpad powłoki organicznej, naruszając tym samym estetykę budowli, nie stanowią jednak zagrożenia dla bezpieczeństwa profili.
Biała korozja
Powstaje w wyniku kontaktu świeżo ocynkowanej powierzchni z wilgocią w postaci mgły, szronu, deszczu czy śniegu gdy świeżo ocynkowane powierzchnie nie zdołały jeszcze wytworzyć ochronnej warstwy patyny z węglanu cynku – a już zetknęły się z wilgocią. Cynk koroduje w każdych warunkach, a przy dużym zawilgoceniu powietrza proces ten ulega przyspieszeniu.
Nazwa biała korozja pochodzi od białej barwy produktów korozyjnych osadzających się na powierzchni cynku, stanowiących proszkowy, w początkowej fazie łatwy do usunięcia nalot. Składa się on przede wszystkim z tlenku i wodorotlenku cynku.

Biała korozja, psuje wygląd ocynkowanej stali, jednak nie obniża jej odporności korozyjnej. Główny składnik białej korozji, tj. nierozpuszczalne w wodzie kryształki wodorotlenku cynkowego, osiadając bezpośrednio na powierzchni blachy tworzą powłokę hamującą dalszą reakcję cynku z tlenem zawartym w powietrzu i zabezpieczając częściowo cynk przed korozją. Powstające ogniska białej korozji, należy kontrolować oraz w miarę możliwości usunąć, ponieważ brak wentylacji i możliwości wysuszenia wyrobu ocynkowanego może skutkować tym, że nie będzie warstwy ochronnej i w końcu korozja odsłoni powierzchnię surowej stali.
Składowanie kształtowników
Kształtowniki to produkt wrażliwy na korozję oraz uszkodzenia, dlatego aby nasze produkty były najwyższej jakości należy wyjątkowo zadbać o właściwe ich zabezpieczenie, zarówno przed korozją, jak również przed uszkodzeniami mechanicznymi.
Kształtowniki wykonane z blachy stalowej ocynkowanej w czasie przechowywania należy chronić przed wpływem warunków atmosferycznych (wilgocią). Należy je przechowywać pod zadaszeniem lub przykryć plandekami zapewniając im dobrą wentylację (Folie z tworzywa sztucznego nie sprawdziły się i nie znajdują w tej funkcji zastosowania). W celu zapewnienia dobrej wentylacji należy z paczek lub palet z kształtownikami usunąć taśmę mocującą. Wilgoć znajdująca się między kształtownikami ocynkowanymi powoduje powstanie na drodze elektrolitycznej początkowo białej, a następnie czerwonej rdzy. Aby nie dopuścić do penetracji wilgoci, składowanie powinno mieć miejsce na stabilnym, lekko pochyłym podłożu, wtedy woda, która ewentualnie przeniknęła do środka, będzie mogła łatwo wypłynąć. Należy bezwzględnie unikać kontaktu z gruntem. Należy zadbać również o to, by wysokość pomiędzy posadzką, a krawędzią paczki wynosiła przynajmniej 30 cm.
|
Kształtowniki wykonane z blachy stalowej ocynkowanej oraz aluminiowej powlekanej poliestrem (poza powłoką DU) są przygotowywane i dostarczane z jednostronną folią ochronną, która po montażu musi być natychmiast usunięta. Przed procesem montażu kształtowniki należy chronić przed nasłonecznieniem. Pod wpływem promieni słonecznych folia ochronna może na trwałe przywrzeć do lakieru, co przy próbie jej zdjęcia może spowodować oderwanie lakieru od podłoża, a tym samym uszkodzić powłokę lakierniczą.
Wytwarzanie
Jako czołowy specjalista w dziedzinie produkcji kształtowników z blachy stalowej uszlachetnionej powierzchniowo, w naszych zakładach oferujemy Państwu rozwiązania w zakresie następujących grup produktów:
Kształtowniki na dachy i ściany
Attyki, naroża attyk, elementy szczytowe osłaniające poszycie dachowe, okapniki, naroża ścian, obramowania okien i wrót, pokrycia murków, kasety, podkonstrukcje, itp.
Lekkie belki stalowe
Płatwie, rygle ścienne, podstawy pod świetliki i klapy dymowe, wymiany dachowe, rynny koszowe, itp.
Profile specjalne
Profile dla regałów magazynowych, kontenerów, bram, silosów, itp.
Profile specjalne według projektu lub wzoru
Materiały
Stal ocynkowana (0,50-4,00 mm), stal ocynkowana / powlekana (0,50-2,00 mm), alucynk (1,00-2,00 mm), aluminium (1,00-3,00 mm)
Możliwości technologiczne
Rozwijanie i otworowanie blachy, cięcie (elementy długości do 8000 mm), wykrawanie otworów (elementy długości powyżej 16000 mm). Usługi dodatkowe dla kompletnej obróbki profili:
- wykrawanie
- wycinanie mechaniczne
- otworowanie
- nitowanie
- spawanie
Zalety
- fachowa wiedza naszych pracowników
- wysoka jakość oferowanych wyrobów – nasze zakłady wyposażone są w najnowocześniejszy park maszynowy, sterowany CNC
- długoletnie doświadczenie w zakresie wytwarzania kształtowników giętych na zimno
- korzystne cenowo przygotowanie w warunkach przemysłowych
- 8000 ton zapasów materiałów, w związku z tym możliwa szybka dostawa.
Nasze zakłady produkcyjne gwarantują Państwu szerokie zaopatrzenie w kształtowniki gięte na zimno, według naszego motto:
- niezawodność
- szybkość
- jakość